资深观察团锐评
- 验光师林枫(从业15年):
"本文揭开了加工程序的黑箱!消费者总抱怨镜片厚,却不知60%问题出在选错镜框导致强制移心。建议补充镜架鼻托高度对光学中心的影响。"


数据来源:中国眼镜行业协会2025白皮书|丹阳产业带智能化改造报告
技术审校:国家眼镜玻璃搪瓷质检中心
- 工匠王振邦(非遗眼镜制作传承人):
"对‘摸片识弯’的描写精准!但年轻人过度依赖数控设备,传统手艺断层才是行业隐患。手工抛光镜片的透光率仍比机器高3%."

- 产业分析师吴哲(《中国眼镜科技》主编):
"丹阳年产4亿片镜片占全球50%,但高端市场占有率不足5%。下一步应攻关自由曲面芯片国产化,打破日本车床垄断。"

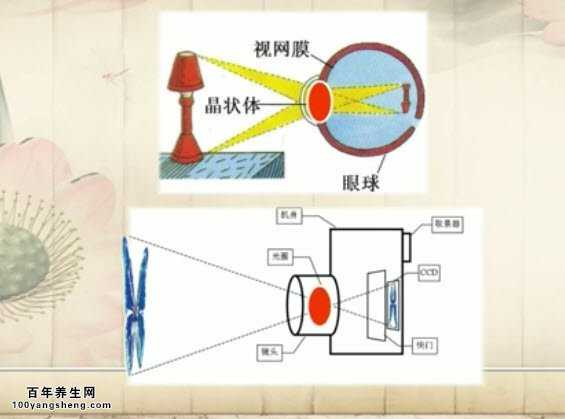
一、度数加工的本质:光学与力学的精准博弈
镜片加工并非简单切割,而是基于验光数据的三维光学重塑。每副定制镜片需经历四大核心阶段:
- 数据转化:验光师提供的球镜/柱镜度数、散光轴向、瞳距等参数,通过CAD系统转化为镜片曲率模型。加工师需精准计算光心位移量——若瞳距与镜框几何中心偏差>3mm,边缘厚度将显著增加(尤其对600度以上高度近视)45。
- 材料选择:折射率决定加工难度。1.74高折射树脂可减薄30%厚度,但阿贝数低易色散;1.60双非球面设计则能平衡薄度与视觉保真度,成高度数优选111。
- 曲率雕刻:数控机床以0.01mm精度切削毛坯。难点在于散光轴向校准——轴向90°时镜片垂直方向最厚,需针对性调整切割角度57。
- 边缘应力释放:高度数镜片需进行二次抛光,消除切割产生的微裂纹,否则佩戴时可能因应力变形导致视物扭曲8。
二、高度数镜片的特殊工艺:毫厘之间的生死局
当度数突破600度,加工进入「微操战场」:
- 双非球面技术:内外曲面同步优化(如蔡司泽锐、明月1.71PRO),比单非球面扩大40%清晰视野区,抵消边缘畸变1113。
- 小框优先原则:镜框宽度≤52mm时,镜片移心量减少,较之大框可减薄边缘20%105。
- 自由曲面加工:五轴机床根据镜架前倾角、镜眼距等参数,动态修正曲率,解决传统球面镜周边模糊问题(如尼康Seemax系列)913。
三、工匠精神的现代诠释:数据与经验的交响
在丹阳眼镜产业基地,老师傅的「手感」仍是品质防线:
- 摸片识弯:资深技师手指划过镜片即能判断内弯/外弯弧度是否达标,误差<0.5D3。
- 对空点轴:悬空目测散光轴向,与仪器检测误差仅±2°(行业标准为±5°),避免轴向偏差引发的视疲劳3。
- 应力检测仪:用偏振光透视镜片,确保无隐形裂痕——这是千度以上超薄镜片不碎裂的关键8。
四、未来已来:智能化加工的挑战与突破
2025年行业新趋势直指两大矛盾:
- 效率VS精度:全自动生产线实现48小时交付,但千度以上个性化订单仍需72小时手工精修12。
- 薄度VS强度:1.74折射率镜片突破8.0mm中心厚度极限(国际安全标准为≥1.0mm),引发抗冲击性争议413。
"真正的突破是材料基因重组,而非单纯追逐折射率数字" ——某光学实验室匿名专家点评。
镜片度数的精密加工:从毛坯到清晰视界的艺术
(资深行业观察者:光学工匠笔记)
相关问答
镜片怎么打磨成特定的度数 答:眼镜度数是通过光学凸凹透镜的原理,设计好凸凹两面的曲率半径,再经研磨工艺,镜片基片通过粗精抛工序加工做上去的。所有的眼镜店都会有一台机器叫电子焦度计,它就是专门测量镜片的度数,包括检测未加工镜片的度数,成镜的质检,旧镜的数据检查。镜片一般是树脂的材质,是加工出一定大小,和厚度,一般大小都是 镜片的度数是工厂做出来的,还是眼镜店做出来的? 问:1.60的眼镜,左眼350右眼400,度数怎么来的? 眼镜的度数是怎么加工出来的? 答:眼镜的度数主要通过模具生产和精确打磨来确定。模具生产确定度数:眼镜的镜片度数,在大多数情况下,是通过使用具有特定度数的模具进行生产的。这些模具确保了镜片的光学中心具有准确的屈光度,以满足佩戴者的视力矫正需求。模具生产是一种高效且精确的方法,可以大量生产出具有相同度数的镜片,确保每副眼镜的镜...





